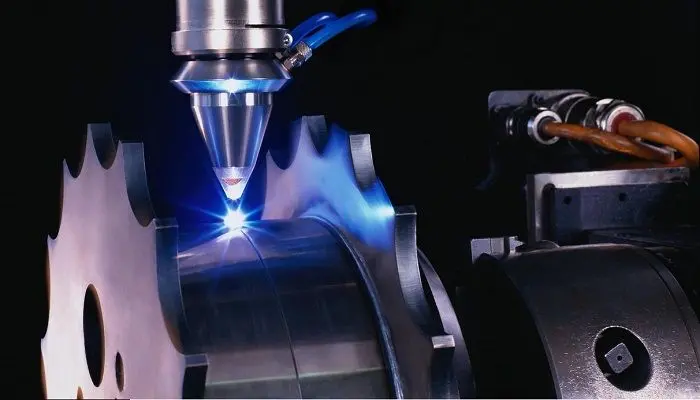
Этот способ применяется в тех случаях, когда необходима высокая точность в работе с металлическими формами. Сварной шов получается ровным и узким, с необходимым уровнем глубины.
Тонкость соединительного шва достигается благодаря мощному лазерному излучению, способному нагреть металл до очень высоких температур за ограниченный временной промежуток. Точность такого метода очень высока, что позволяет решать такие задачи, которые невозможно достигнуть при применении обычной сварки.
Технология лазерной сварки
Постараемся вкратце объяснить тонкости взаимодействия тепла, воздействующего на металл при использовании лазера и расплавления места сварки.

Как известно, лазерные лучи имеют единую длину волны с минимальным разбросом, что делает его гораздо точнее обычного потока света. У последнего очень широкий разброс волновых длин.
Подобные волны гораздо лучше поддаются обработке специальными оптическими линзами и зеркалами. Такой вид обработки в несколько раз увеличивает мощность лазерного луча, при этом не теряя в точности, делая поток в несколько раз мощнее.
Главный принцип сварочных работ с использованием лазера основывается на фокусировке луча при воздействии квантового генератора. Его работа базируется на электромагнитных волнах, позволяющих при помощи специального усилителя направить лазер точно на указанную цель.
Лучевой пучок направляется внутрь материала, взаимодействуя с ним на уровне электронов за счет отдаваемой энергии. Атомы металла поглощают концентрированную энергию луча в фотонном виде.
 {jcomments on}
{jcomments on}
Атомы переходят в состояние возбуждения и уже самостоятельно излучают фотонную энергию. Направленное излучение в усиленном виде достигается благодаря совпадению двух видов фотонной энергии: атомов металлов, находящихся в возбуждении, и пучковой электромагнитной волны.
Во время этого сложного процесса вырабатывается энергия тепла, нагревающая металл до температуры плавления. В процессе на краях металла образуются кристаллы, позволяющие прочно соединить атомы. При завершении процесса образуется сварной шов высокого качества.
Условия и способы проведения процесса сварки
Чтобы луч получил высокую эффективность, необходима правильная фокусировка. Она достигается благодаря специальным зеркалам, производящим отражение и фокус. Поскольку разброс когерентных лучей минимален, они способны воздействовать только на указанные области свариваемого материала.
Подобный вид сварки проводится:
- В любых положениях и при разных местоположениях краев сварки.
- При помощи частичного и сплошного сплавления металлической области.
- С помощью импульсов или непрерывно.
Такая методика позволяет проводить соединения листов металла любой толщины, даже с очень тонкими стенками. Мощность излучения тем выше, чем больше фокусировка лазерного луча.
Оборудование для осуществления лазерной сварки
Чтобы выполнить лазерную сварку, используют оборудование:
- источник излучения лазера;
- транспортировочный блок и фокусировочная лучевая система. Если нужно, создание необходимой защитной газовой среды;
- система перемещения для металла и самого луча.
Излучатель приводится в действие при помощи лазерного устройства и энергетического источника. Генератором для продуцирования лучей в необходимой среде обеспечивается излучение. Газовые и твердотельные лазеры используются в качестве специальной среды.
Твердотельные лазерно-сварочные аппараты
Любой сварочный аппарат способен работать в двух режимах на выбор: непрерывном и импульсном.
Существует различие между аппаратами, работающими от активной газовой среды и на основе твердого активного элемента. Во втором случае волна излучения будет короче и мощность ниже.
Работают, как правило, благодаря импульсному лазеру, но в некоторых случаях это может быть непрерывный режим работы. Процесс осуществляется так:
- Элемент стержневой формы выступает в роли источника луча лазера, установленного в специальной камере с освещением лампы накачки.
- Благодаря ей образуются импульсные вспышки света, активизирующее рабочее тело.
Как правило, твердотельному элементу придается стержневая форма. Материал изготовления - смесь алюминиевой окиси и примеси ионизированного хрома. Эту смесь называют “розовым” рубином.
При взаимодействии с лучами ионы активизируются и происходит свечение. Снаружи на стержне установлено серебряное покрытие, способное отражать свет. Благодаря зеркалам с серебряным покрытием лучи ионов, находящиеся в возбуждении, отражаются, перемещаясь вдоль оси. За счет массового ионного возбуждения выделяется мощная лучистая энергия. Линза фокусирует ее в области сварки.
Эти лазеры чаще всего играют роль импульсных источников периодического действия, волновая длина которых достигает 69 сотых микрометра с энергией импульса до 10-3 Джоуля. Усредненное значение мощности с использованием твердотельных стержней может достигать нескольких сот Ватт.
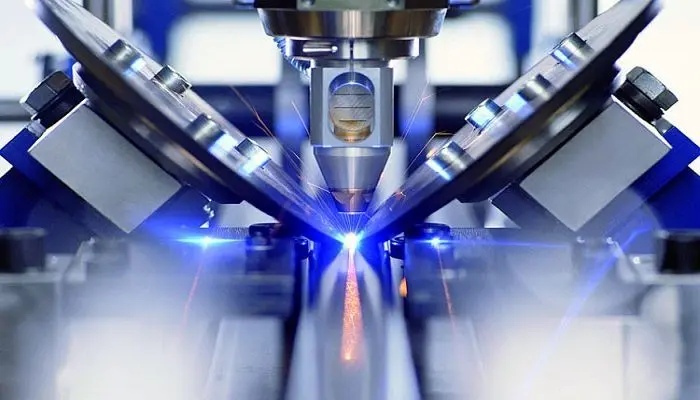
На сегодняшний день способ сварки металла при помощи лазера используется во многих отраслях. Эта технология позволяет соединить материалы, не прикасаясь к ним, открывая возможности для проведения работ даже в тех местах, где обычная сварка не справится. Точность высока, не требует больших площадей. Но стоимость оборудования существенно ограничивает возможности применения.